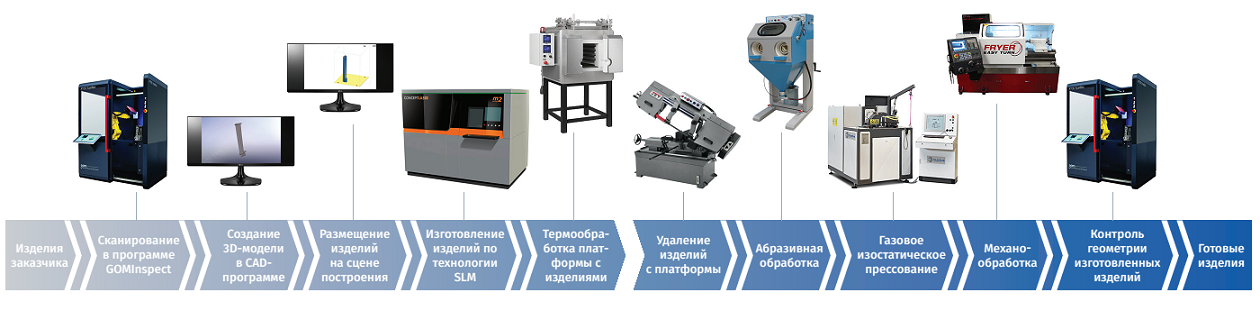
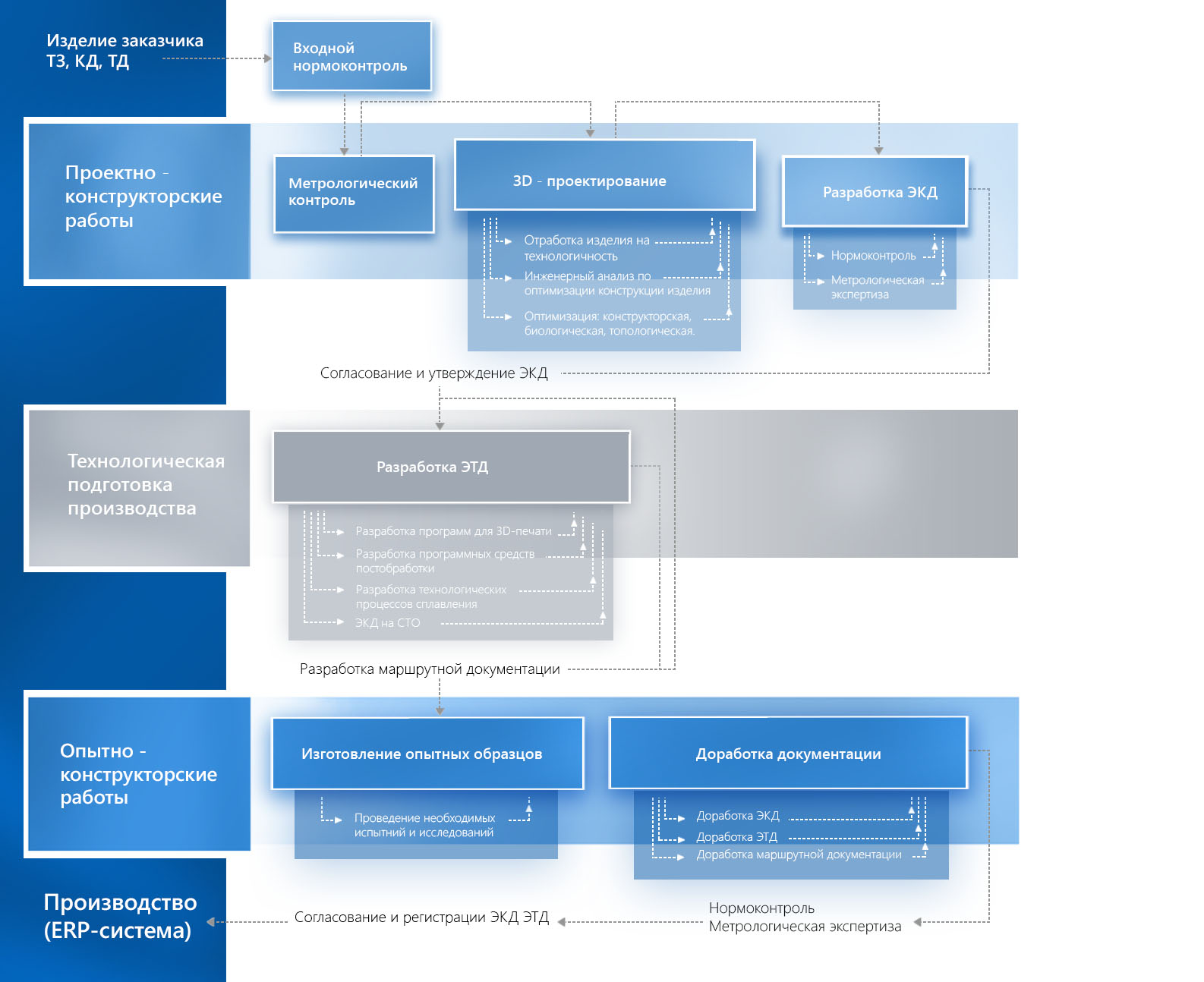
Мы работаем по такой схеме.
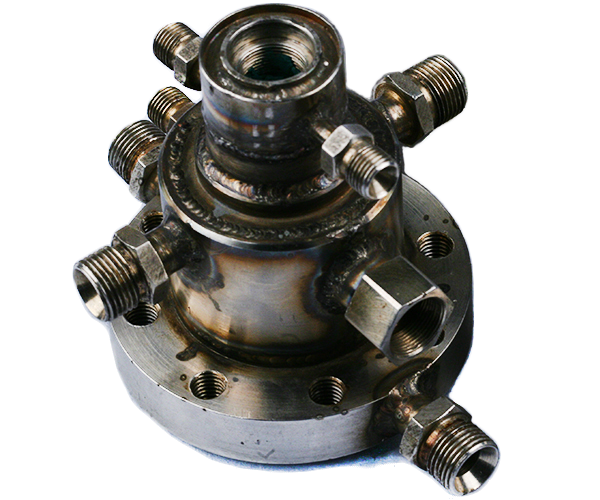
Центром, совместно с БГТУ «ВОЕНМЕХ» им. Д.Ф. Устинова, изготовлен опытный образец конструкции цельного форсуночного узла, позволяющего заменить сборочную единицу состоящую из 24-х составных частей. Переход от традиционных методов изготовления к технологии SLM дал возможность получить качественно иное изделие с улучшенными эксплуатационными характеристиками и показателями технологичности.
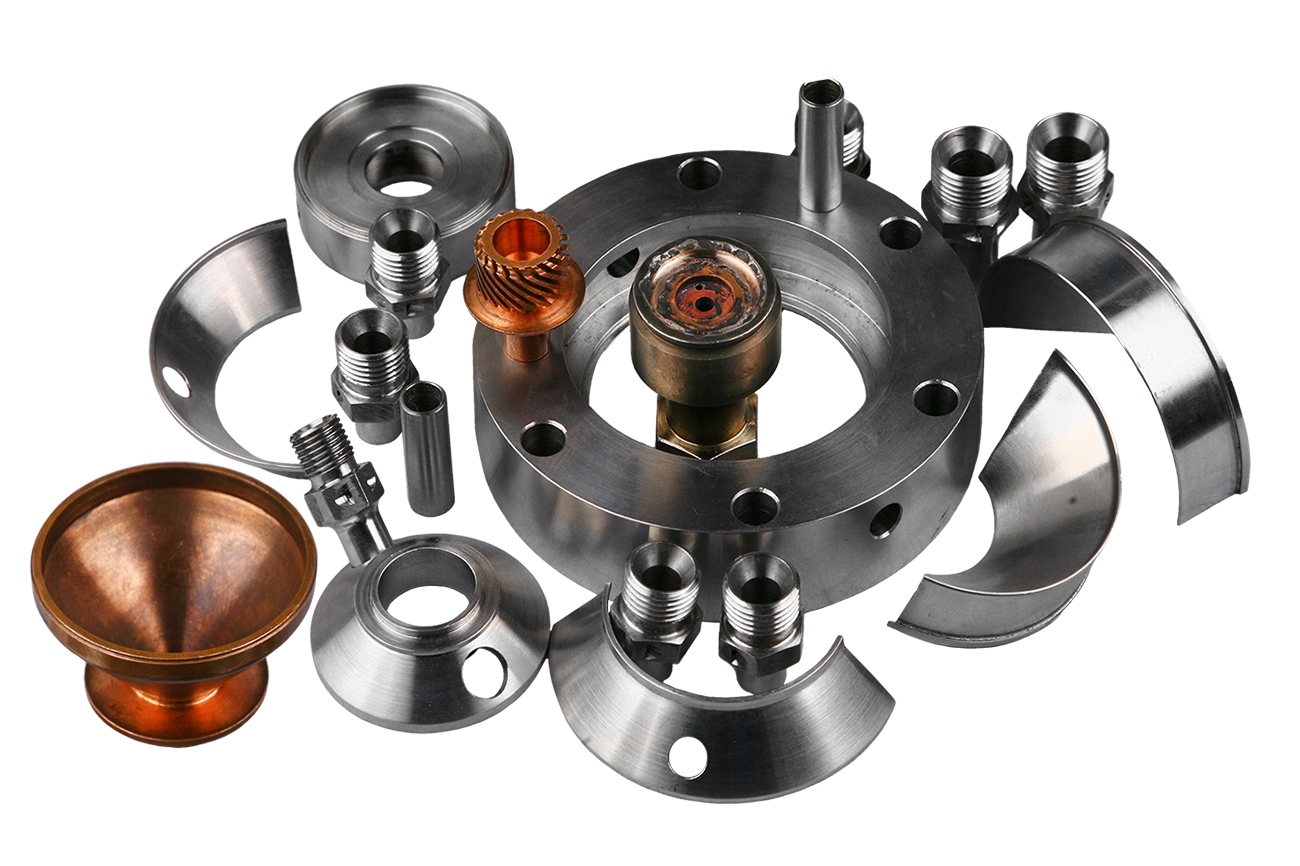


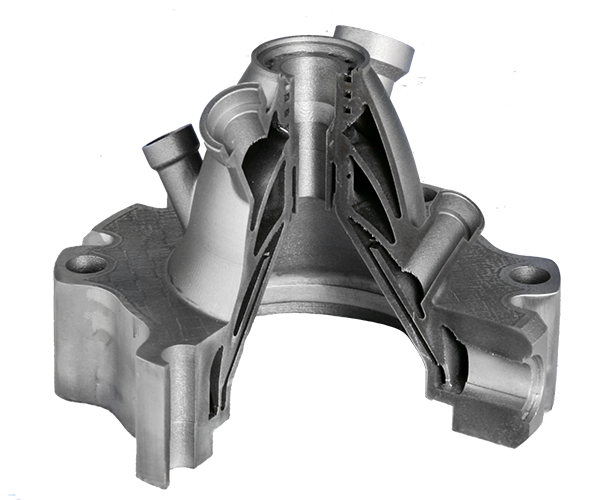
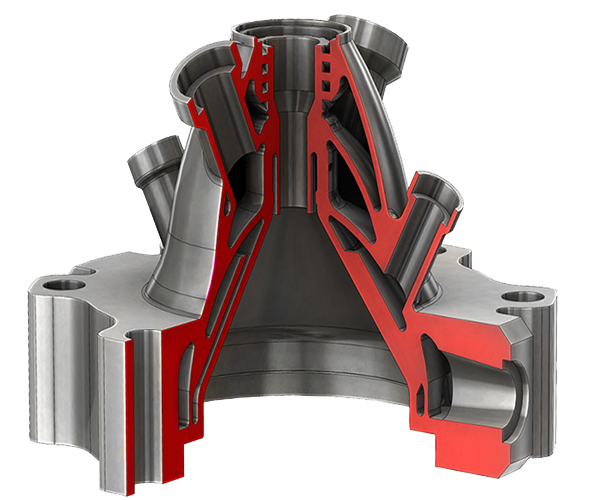

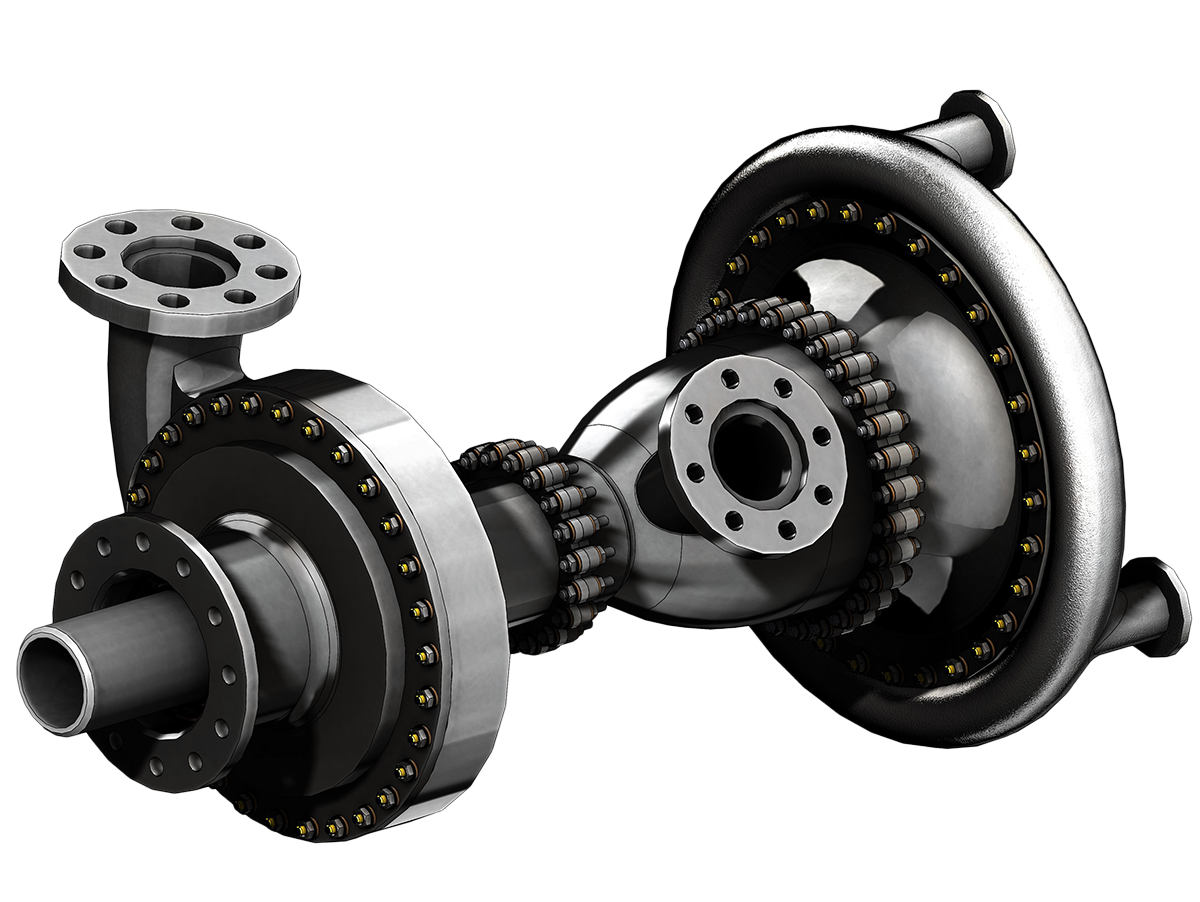
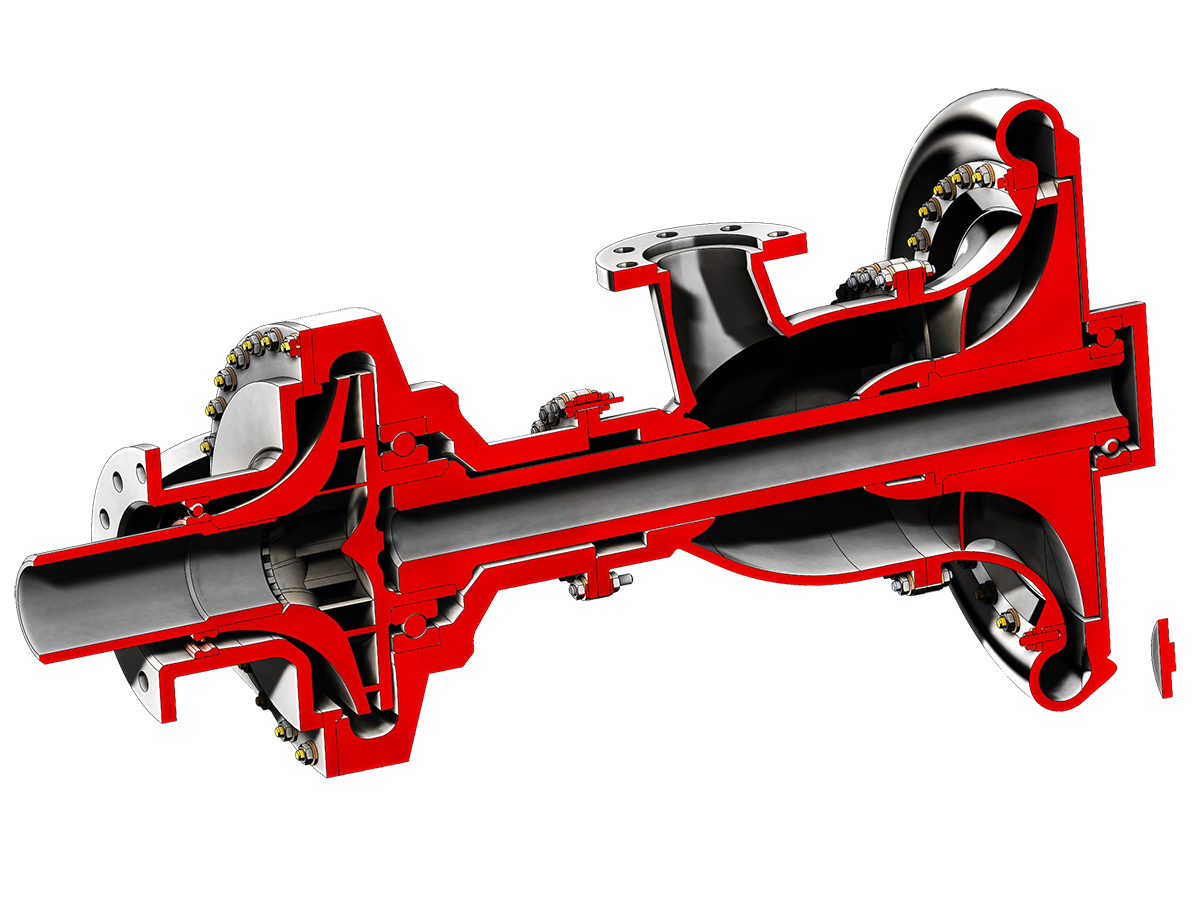
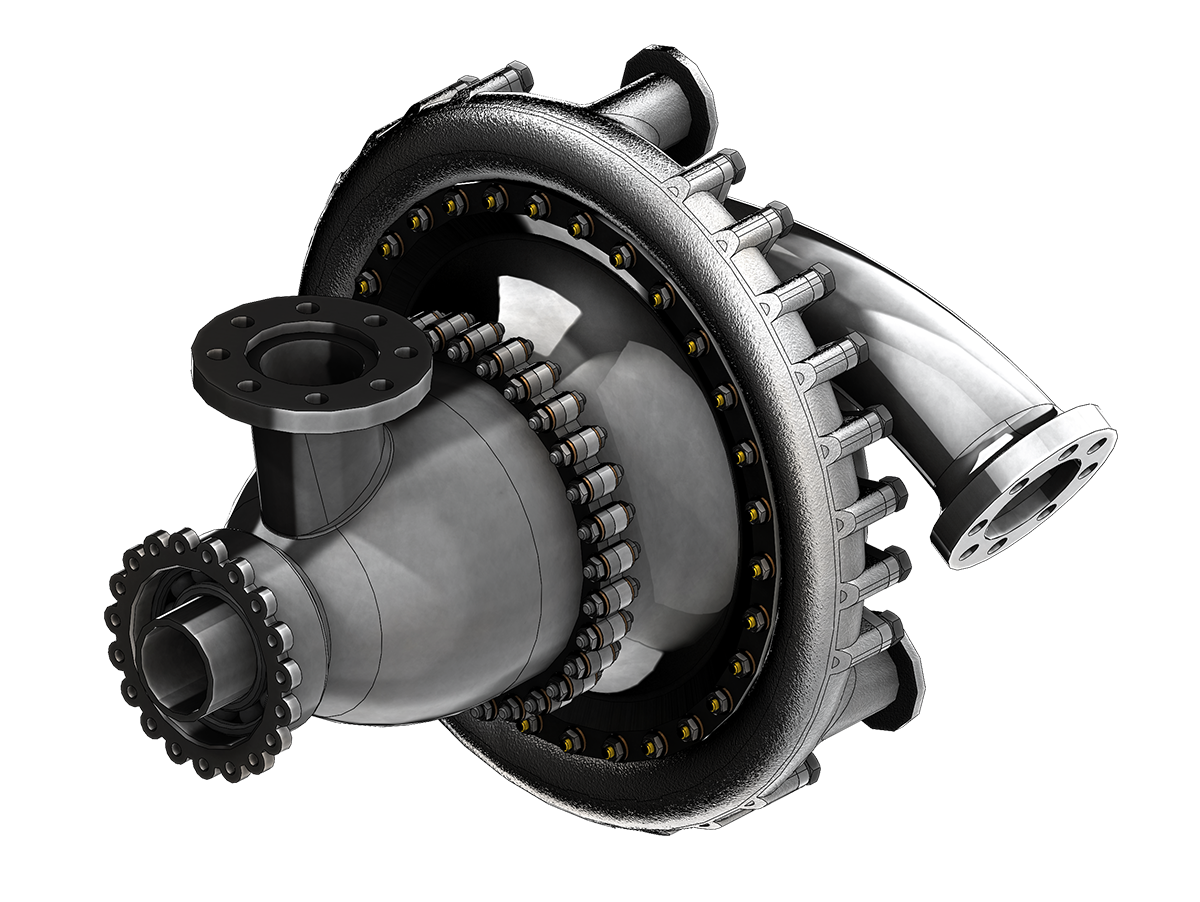
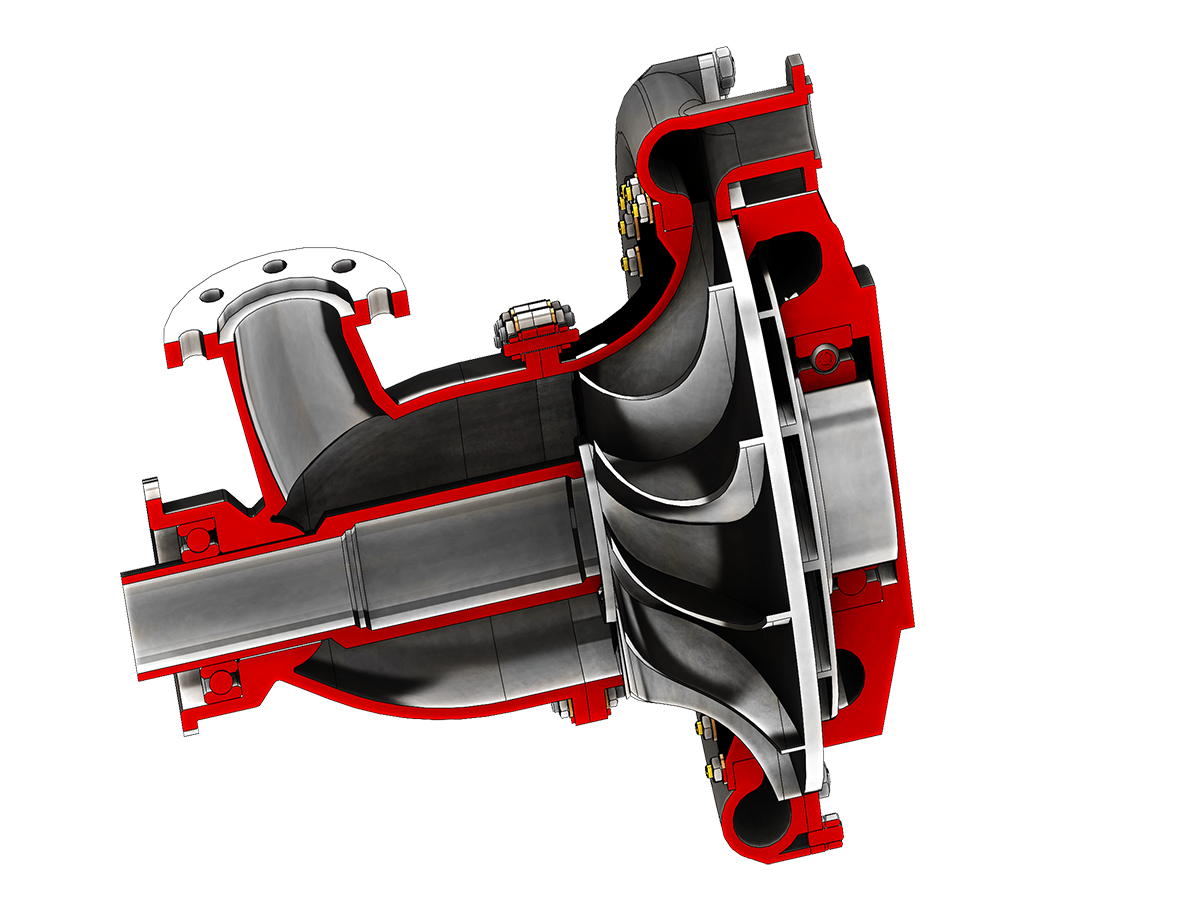
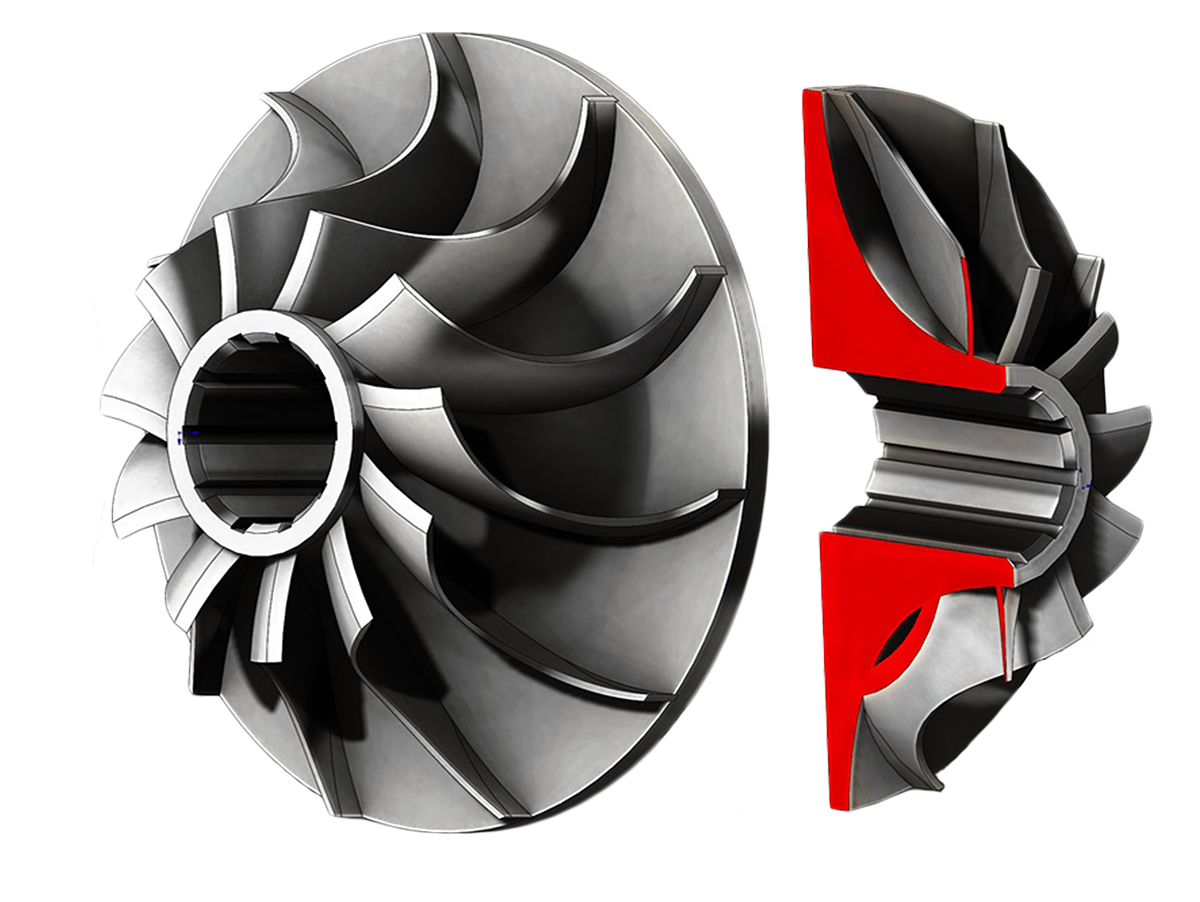
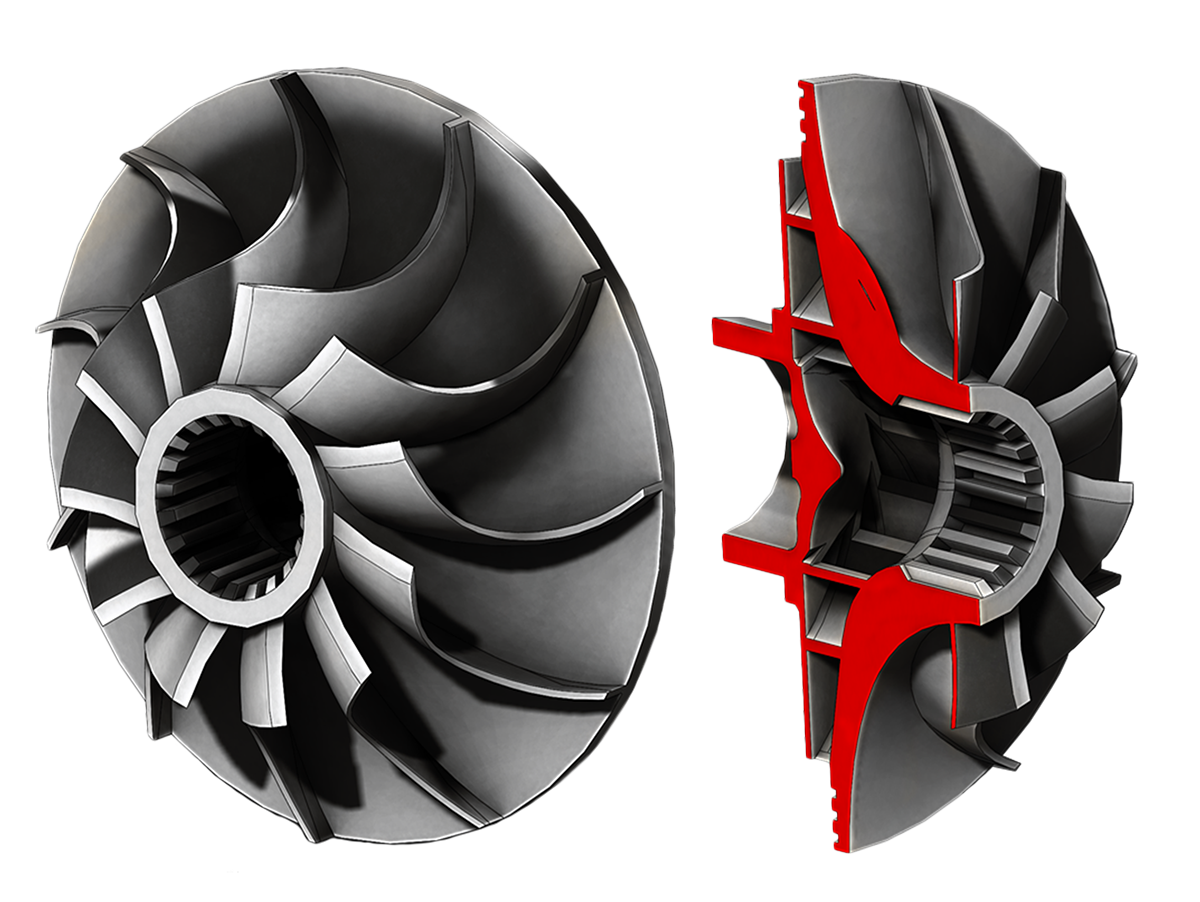
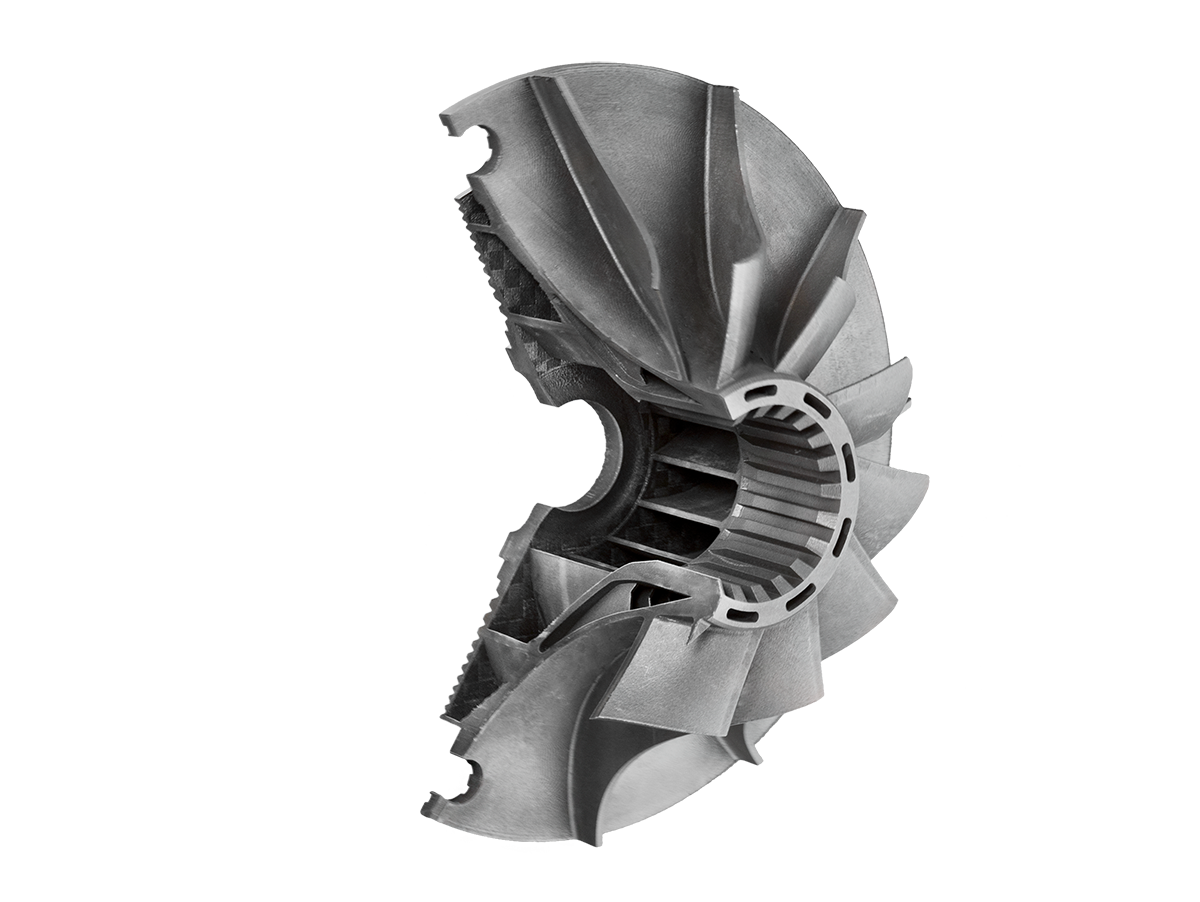
Конструкторским отделом Центра, по заказу конструкторского бюро, был разработан турбонасосный агрегат с объединенными газовой турбиной и жидкостным насосом. Объединенное рабочее колесо турбины и насоса было изготовлено Центром на промышленной установке для 3D печати Concept Laser M2 Cusing. Данное конструкторское решение позволило уменьшить габариты агрегата, его массу, количество деталей, количество фланцевых соединений в нем, время изготовления и себестоимость.

Высокая техническая оснащенность производства позволяет на постоянной основе выполнять НИОКР с применением SLM технологии компаниям различных отраслей, осуществлять полный спектр работ как по разработке собственных изделий, так и по оптимизации, проработке и производству опытных и серийных изделий заказчиков.
В компетенции производственно-технологического отдела входит:
- разработка электронной технологической документации;
- адаптация изделий (3d моделей) к программному обеспечению, используемого для аддитивного производства;
- разработка (отработка) технологических процессов сплавления различных материалов и сплавов;
- изготовления опытных образцов, образцов-свидетелей;
- проведение необходимых испытаний и исследований;
- разработка (доработка) маршрутной документации с учетом имеющихся средств технологического оснащения;
- изготовление серийных партий изделий по SLM технологии с последующей постобработкой;
В состав парка оборудования ЦАТ «ОСНОВА» для 3D-печати (технология SLM) входят промышленные установки для 3D-печати:
- Concept Laser M2 Cusing с одним и с двумя лазерами.
- Concept Laser Mlab R.
- необходимое вспомогательное оборудование: (азотная станция, система хранения сжиженного аргона (газификатор), компрессорное оборудование, аварийная дизель-генераторная станция, система сухого хранения металлических порошков).

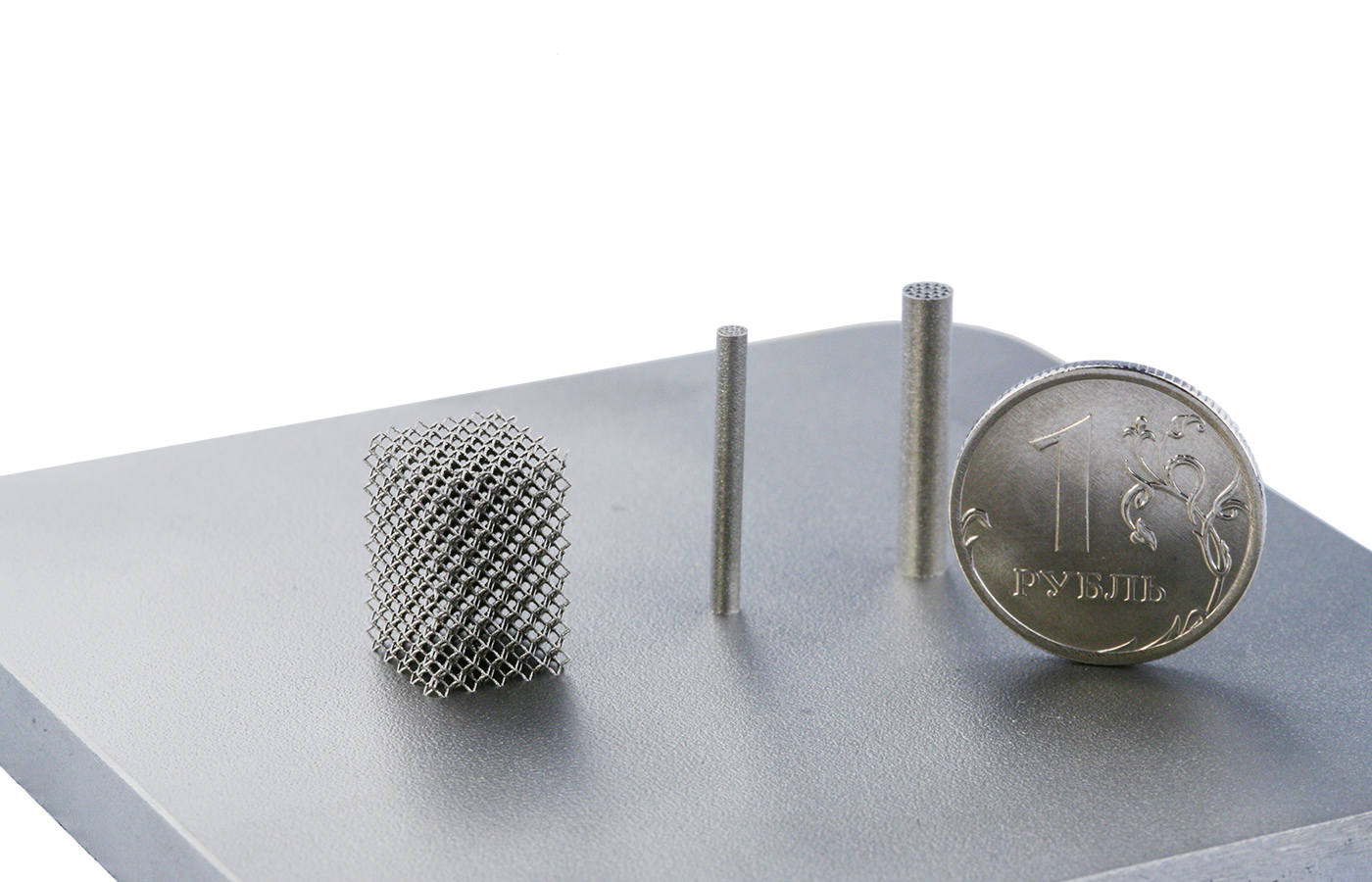
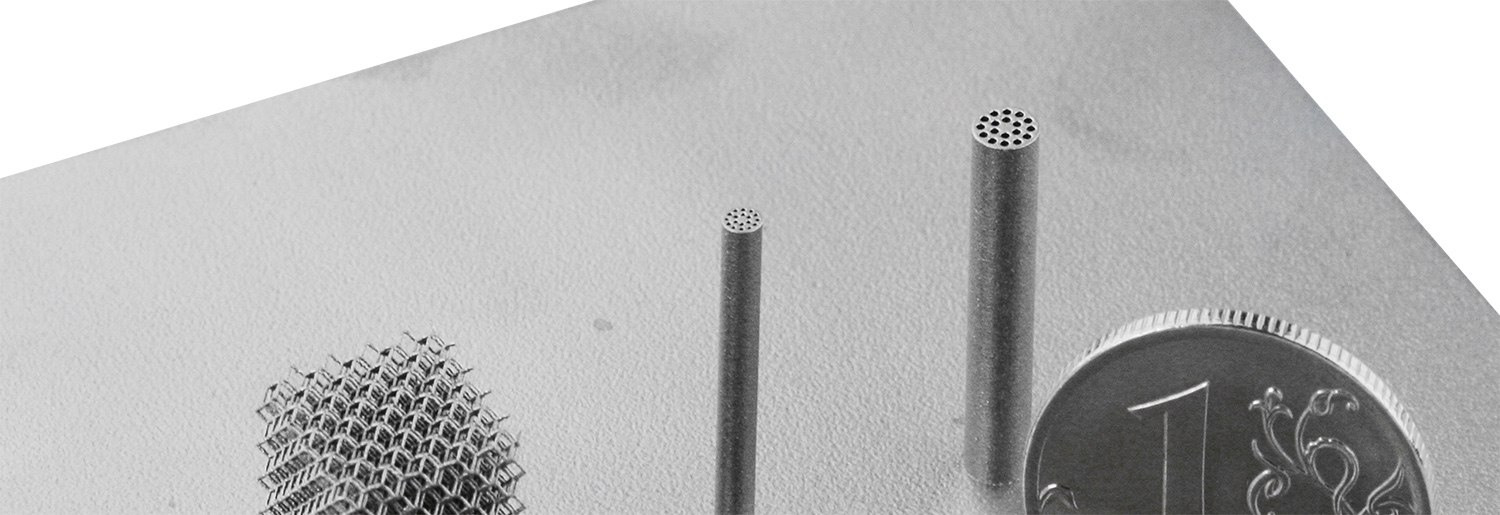
Центром изготовлены демонстрационные образцы волноводов, предназначенные для радиоэлектронной промышленности. Входящая в парк оборудования машина Concept Laser Mlab Cusing R позволяет с высокой точностью изготавливать изделия крайне малых геометрических размеров из таких материалов как титан, кобальт - хром, медные сплавы.


Гидравлический блок, изготовленный Центром, был оптимизирован методом топологической оптимизации с целью снижения его массы.

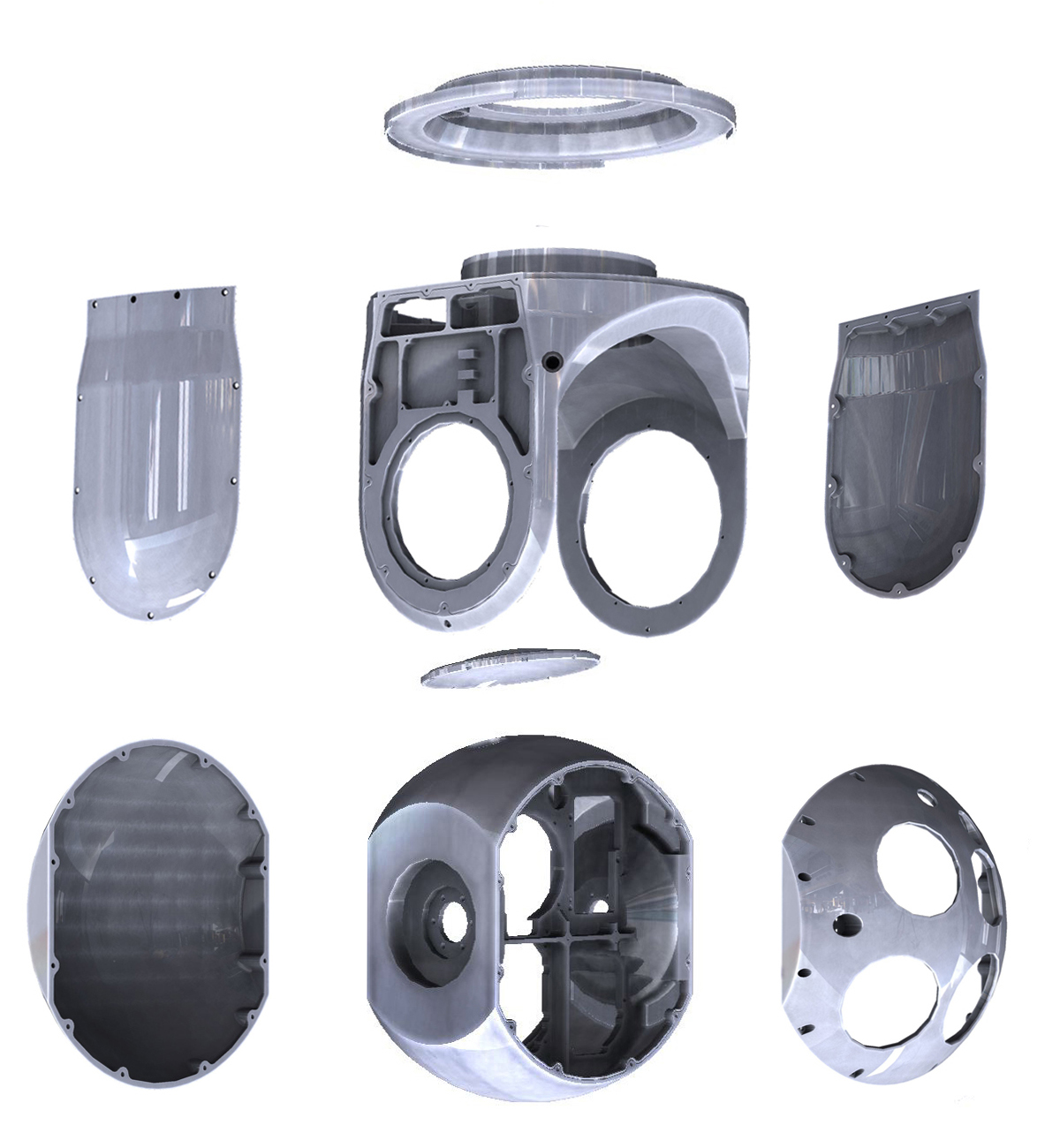
Использование технологии SLM позволяет быстро и с минимальными затратами изготовить элементы корпуса опорно - поворотной платформы оптико – электронных систем различного назначения. Если представить процесс вытачивания из большой болванки титана (алюминия) схожего изделия, имеющего большое количество различных внутренних поверхностей, пазов, площадок крепления и при этом шаровидной формы, то становятся очевидными
преимущества изготовление таких изделий по технологии SLM.

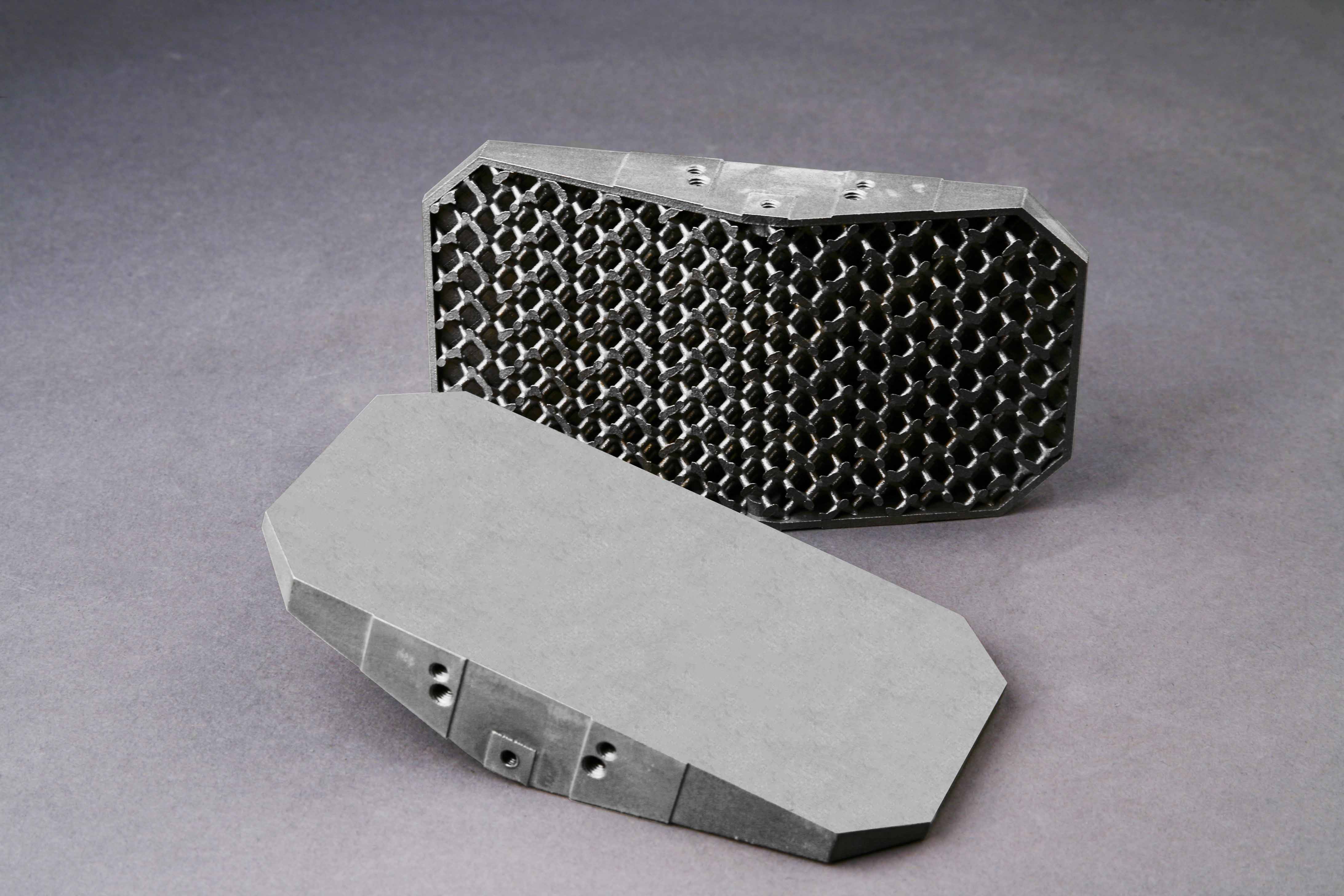
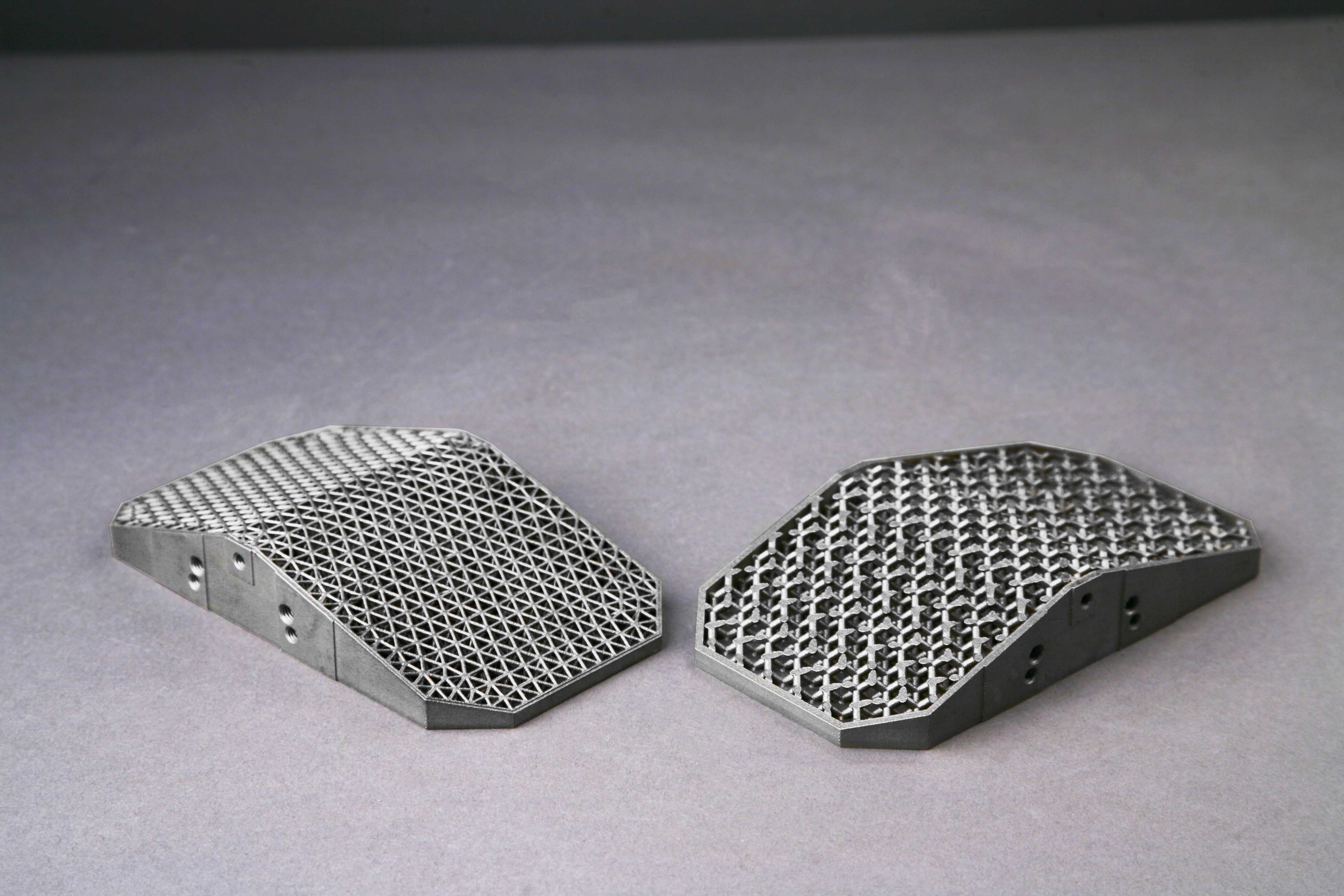
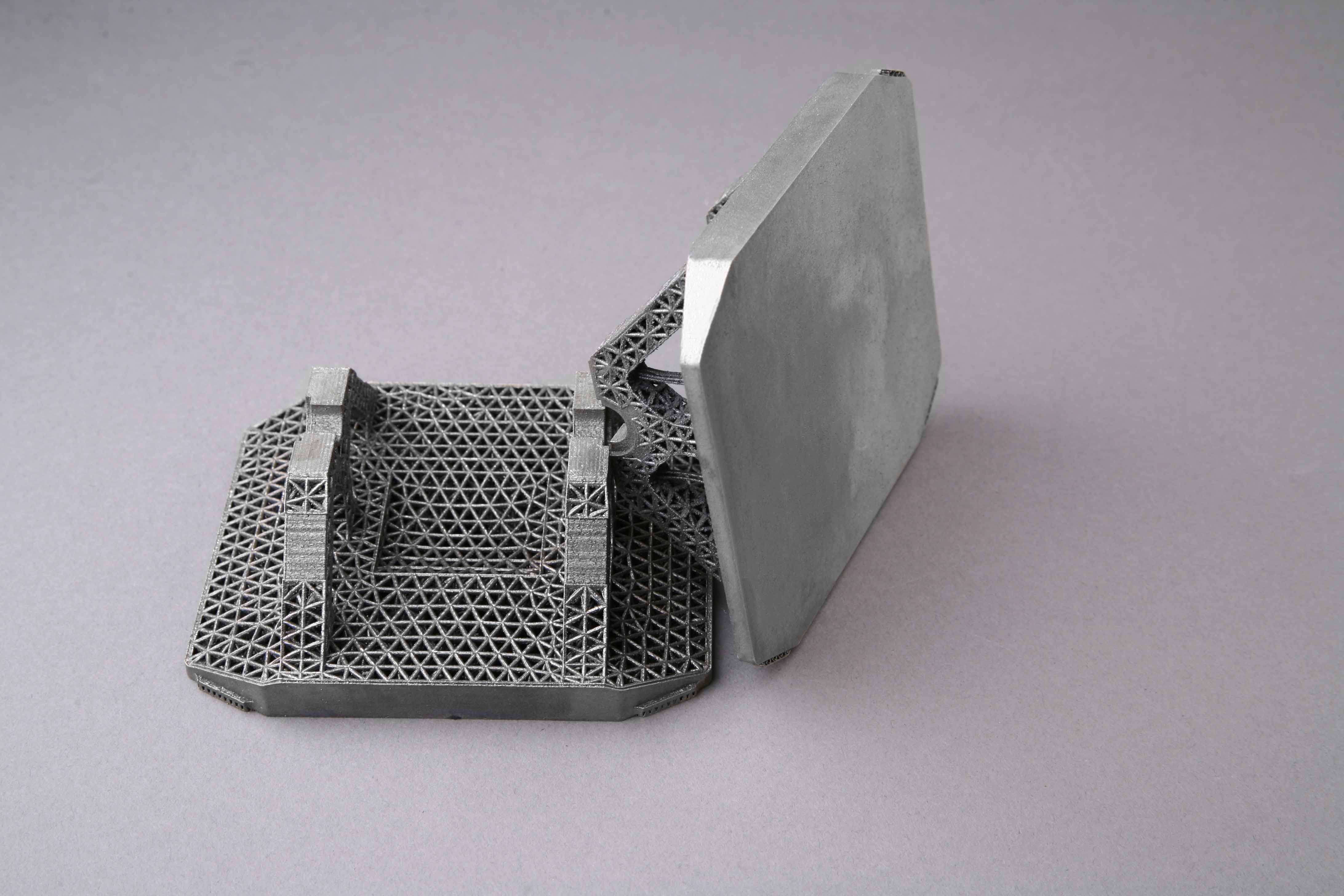
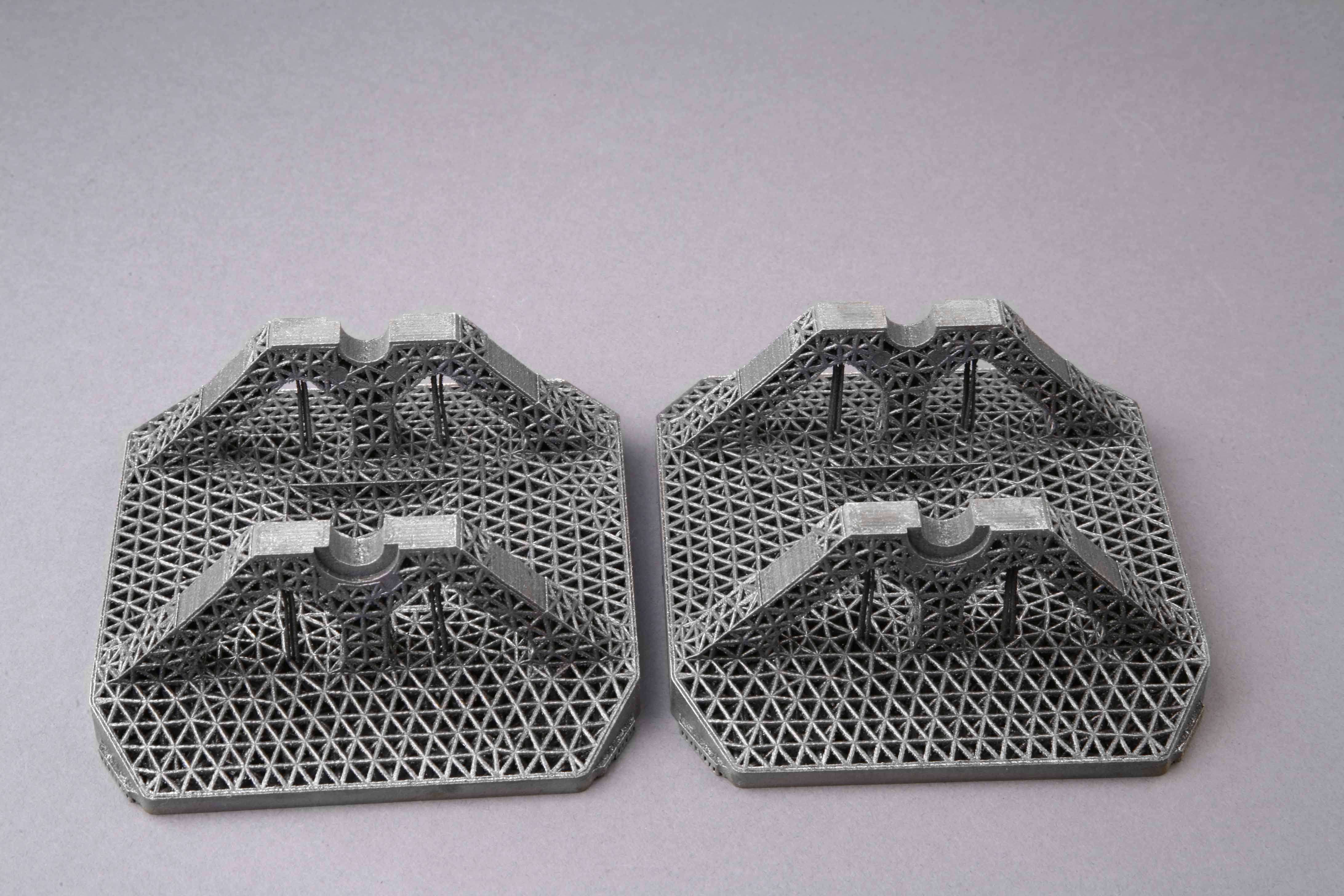
Центром было изготовлено изделие с будущей доработкой оптической поверхности, используемой для отражения выбранного спектрального диапазона. В данном случае преимущество SLM-технологии позволило внедрить решетчатые структуры для снижения массы и быстро изготовить экспериментальный образец для проведения исследований.
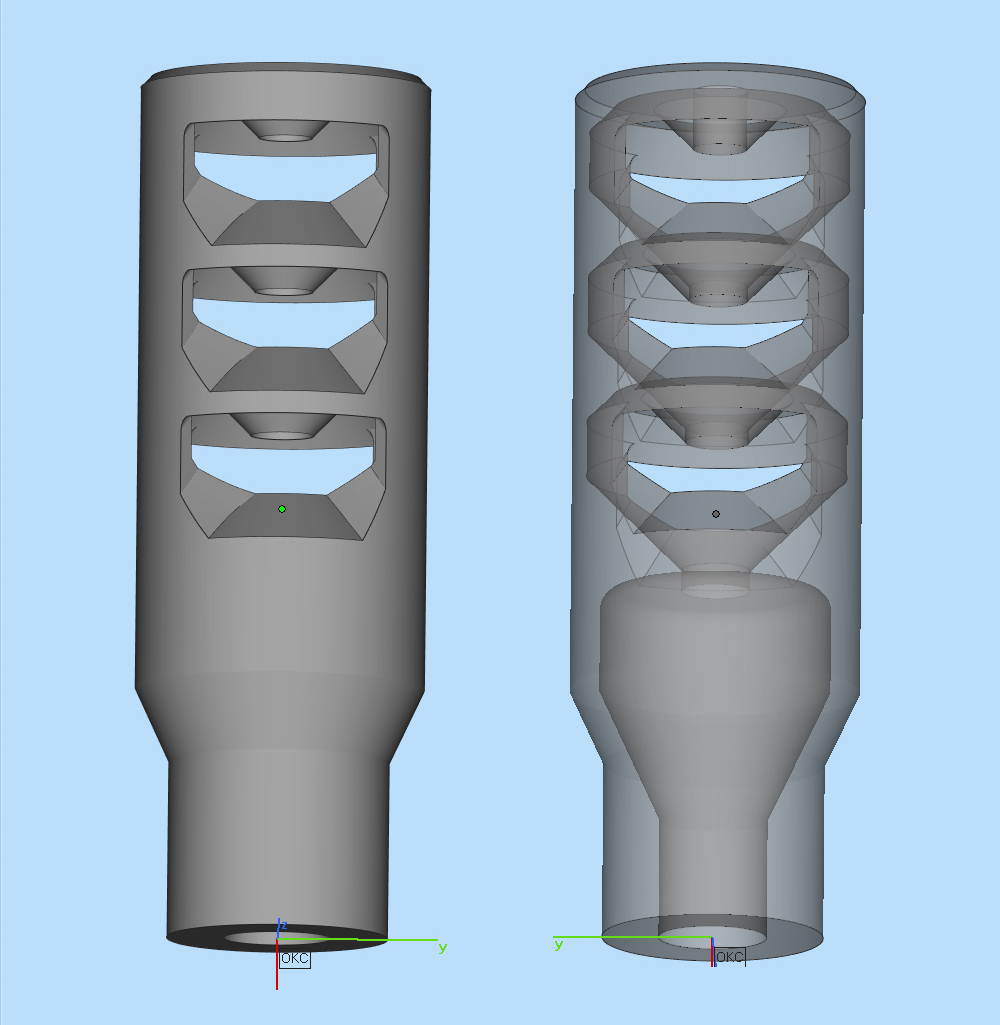
ДТК - это устройство, предназначенное для уменьшения отдачи огнестрельного оружия, использующее кинетическую энергию пороховых газов, которые выходят из ствола вслед за выпущенной пулей. Помимо уменьшения уровня отдачи при выстреле дульный тормоз-компенсатор уменьшает подброс ствола оружия, оставляя его на линии прицеливания, что сокращает время необходимое для следующего выстрела. Ключевые преимущества: легкий вес; снижение уровня звука; cмягчение отдачи; уменьшение вспышки при выстреле.

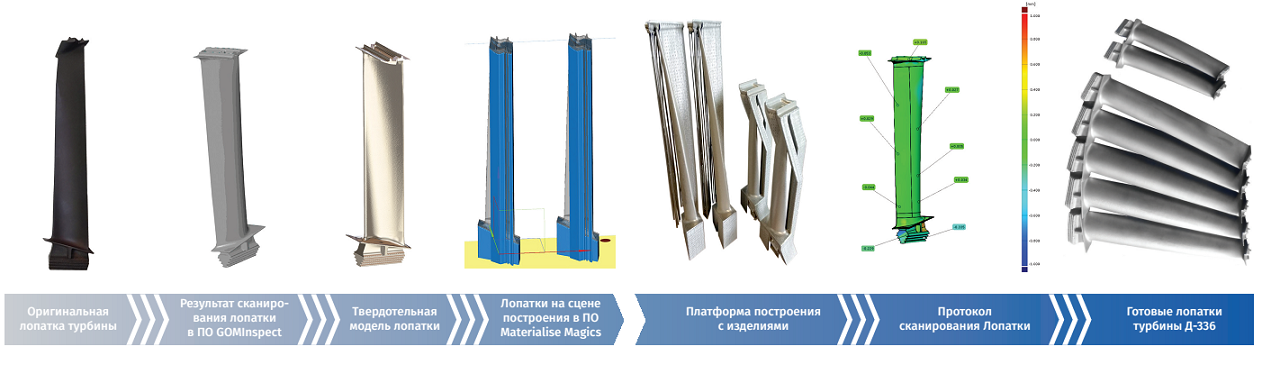
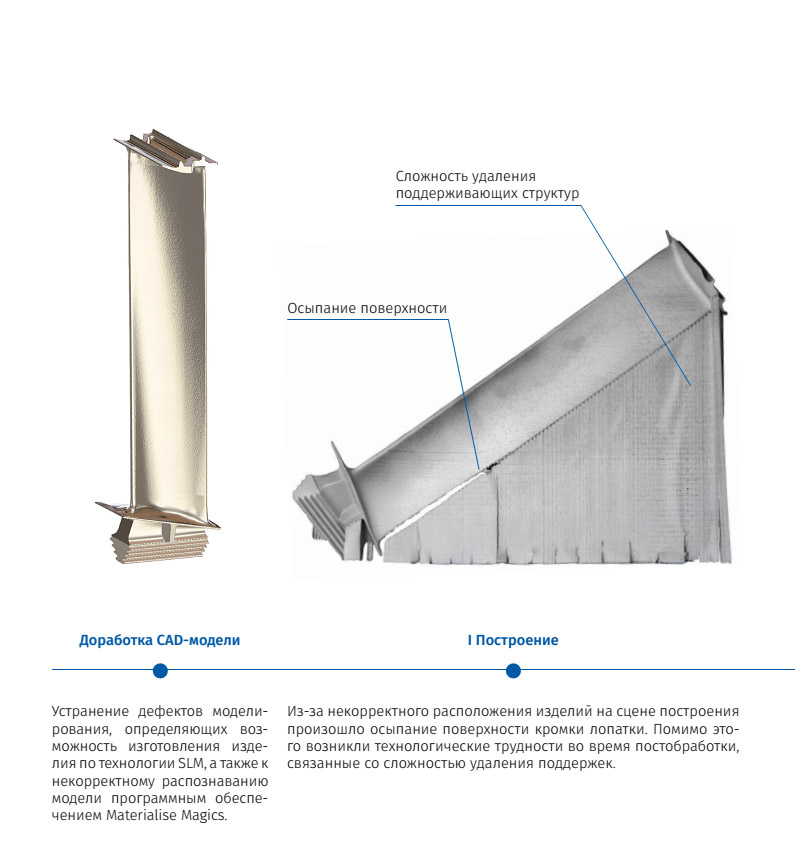
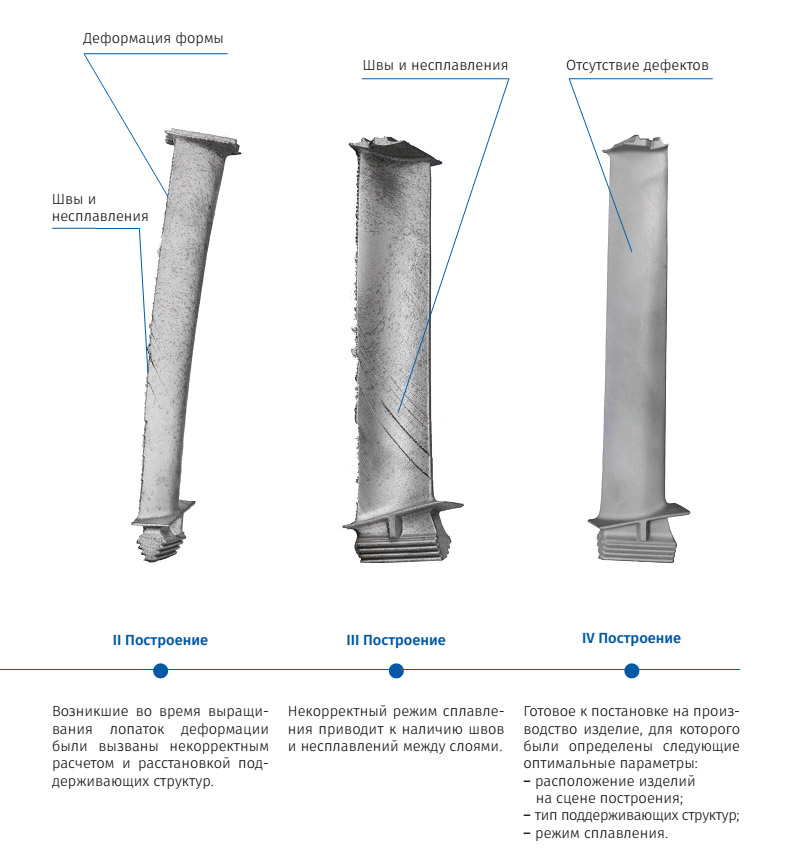
Примером отработки технологической подготовки производства являются выполненные Центром (в рамках НИОКР) лопатки турбины ГТП Д-336. Основными причинами технологических дефектов являются: ошибки при проектировании и расчетах CAD-модели, некорректное расположение изделий на сцене построения, неверный выбор режимов сплавления, ошибки в расчетах поддерживающих структур и ненадлежащее техническое обслуживание аддитивных систем для трехмерной печати.
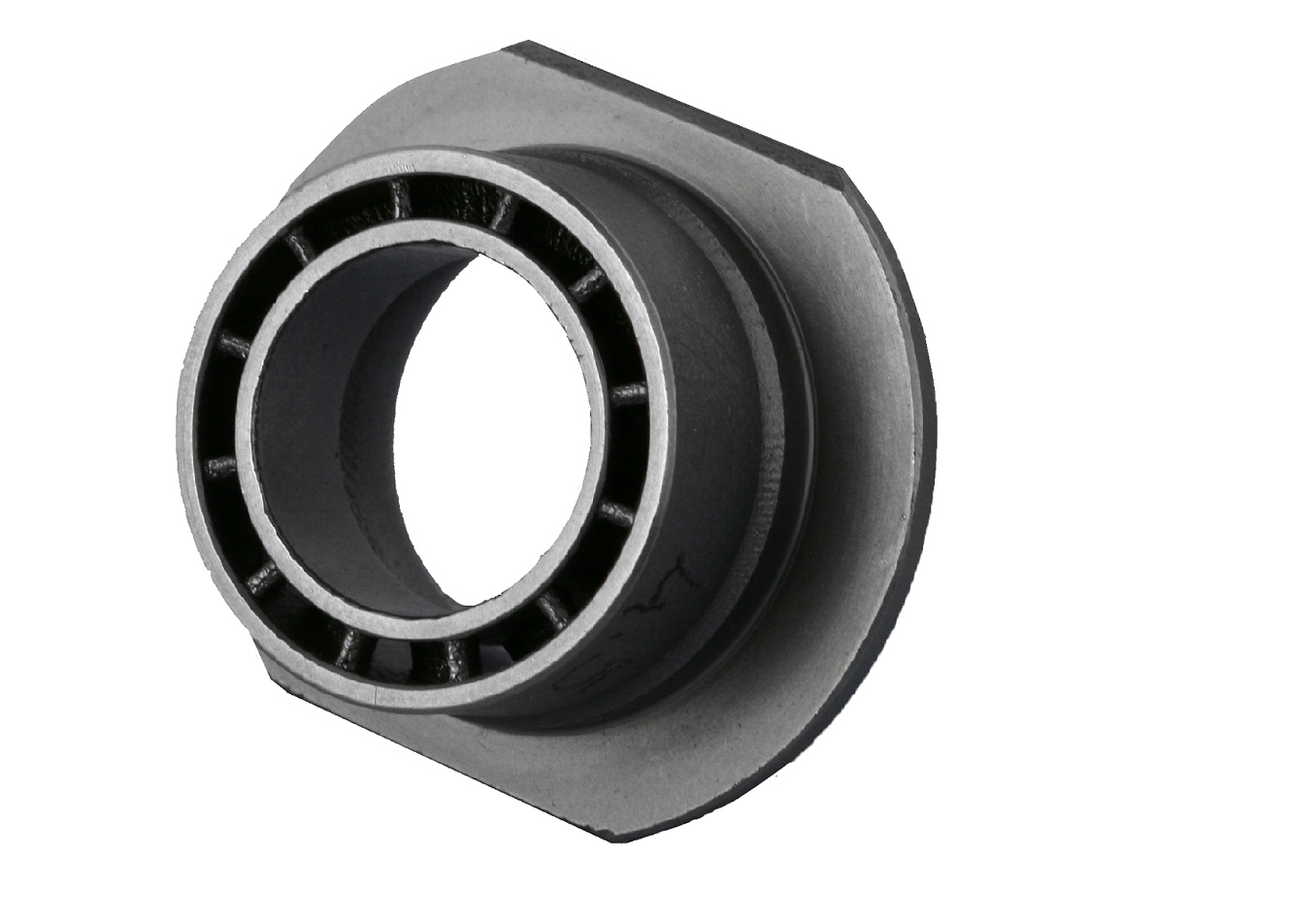
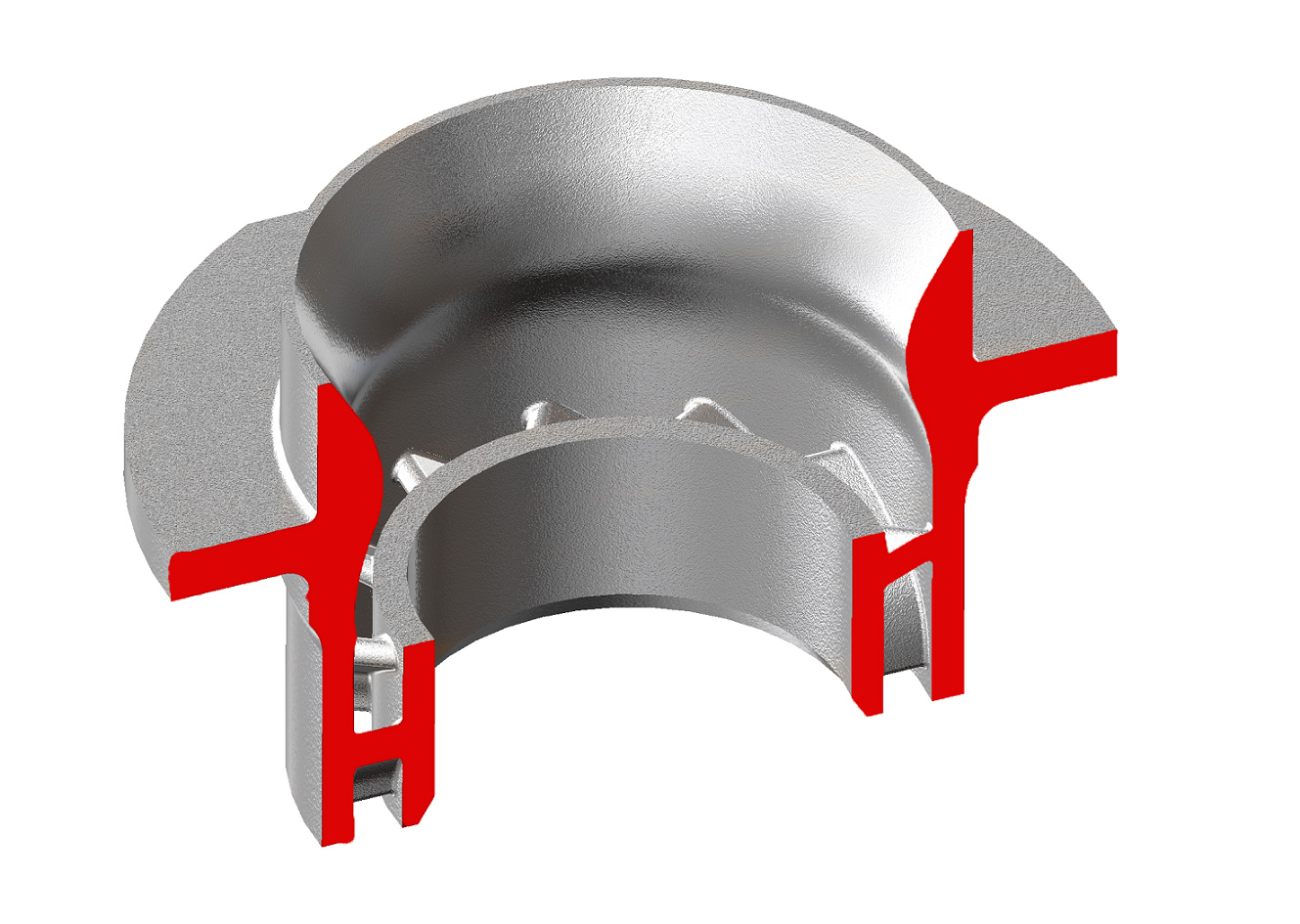
Специалистами Центра была выполнена научно-исследовательская работа по оптимизации режимов сплавления и установлению необходимых припусков для изделия «Завихритель».
По результатам были изготовлены образцы для проведения следующих исследований:
- компьютерная томография;
- контроль геометрических параметров;
- контроль шероховатости поверхности;
- металлографическое исследование.
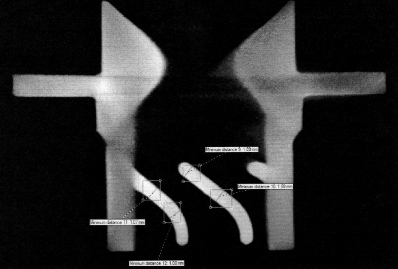

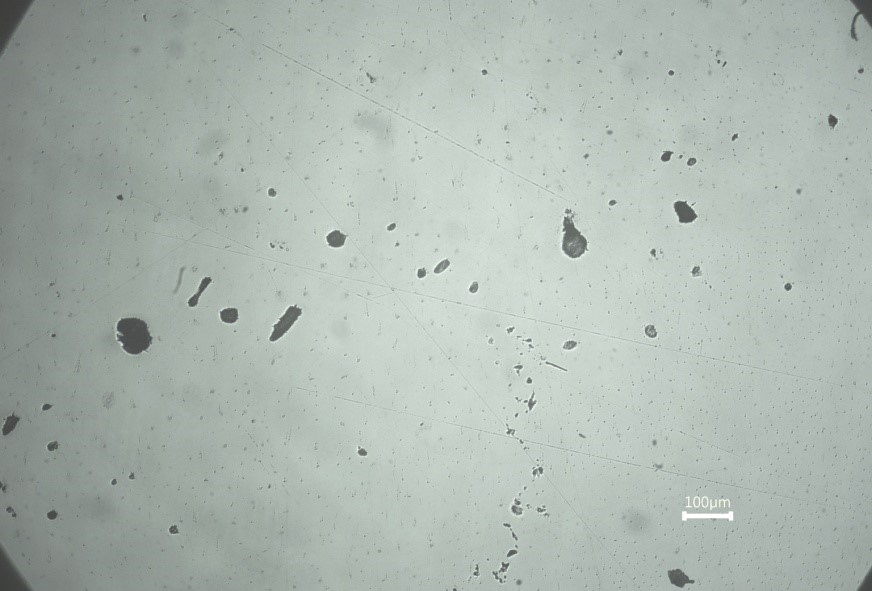
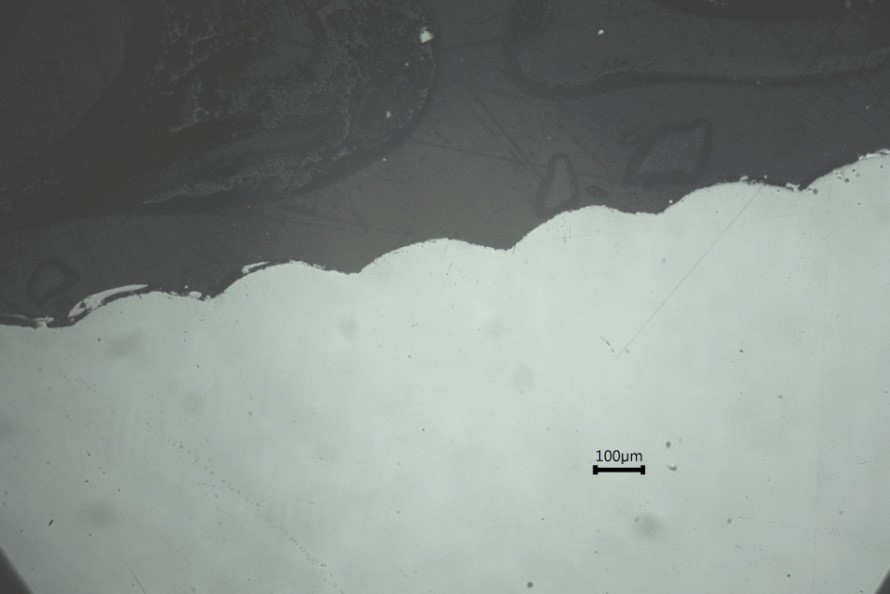
В результате проведенной серии экспериментов инженерам центра удалось определить оптимальный режим сплавления, минимизировать объемные (несплошности, трещины) и структурные дефекты (ликвация, образование фаз Лавеса), и достичь требуемых по техническому заданию заказчика параметров изделия.
По предоставленным ремонтным предприятием лопаткам турбины ГТП Д-336, были произведены следующие работы: реверс-инжиниринг, 3D-печать, постообработка, контроль геометрии изготовленных изделий. После многочисленных экспериментов удалось добиться требуемых по техническому заданию заказчика геометрических характеристик лопаток.